

High oil temperature operation can be a lot more detrimental to the wellbeing of an engine. Although it is common knowledge that the higher the temperature the more efficiently the engine runs, it also has its optimal operating ranges and limitations; exceeding these can end in catastrophic failures. High oil temperature affects the pressurised hydrodynamic lubrication regime more significantly than the components lubricated by boundary lubrication.
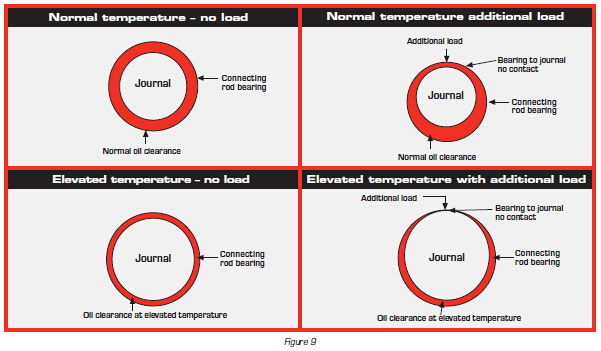
As the oil operating temperature increases, the viscosity decreases and the oil pressure also decreases. At normal operating temperatures the oil is more than capable of carrying out the lubrication function expected of it but as the operating temperature increases beyond the normal range, the oil viscosity becomes too thin to lubricate the components adequately especially when additional load is applied, as in the case of a big end and connecting rod journals. As the heat increases the metal components expand and the clearances between these components decrease.
The oil also decreases in viscosity, allowing contact between the connecting rod bearings and the crankshaft journal especially during the compression and power stroke (see Figure 9).
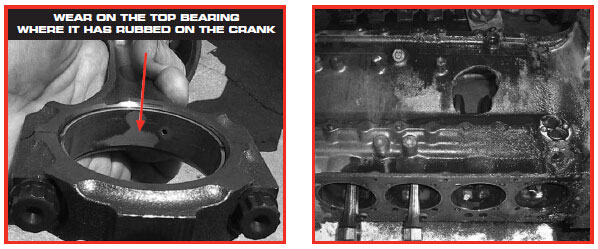
This situation can result in excessive bearing wear in the contact area. If operation continues under these conditions it will eventually result in catastrophic engine failure as illustrated in the photographs below:
The high oil temperature problem is aggravated even further by the constant journal to bearing contact as this increases the friction and therefore generates more heat. As the oil temperature goes up, the oil starts to oxidise which can be identified by means of an oil analysis programme. Once the oil temperature goes over 125ºC the oil is so thin that it starts to bypass the rings and gets burned in the combustion process. The oil is in a very low concentration compared to the fuel and generally is not visible as combustion smoke. In a situation such as this, oil consumption will increase and frequent top-ups will be made to keep the oil level constant. By topping up the oil in the sump there is new oil introduced which sweetens the oil additive package and dilutes the contaminants and degradation by-products. This means that oxidation of the old oil is also diluted, often making it difficult to detect when it is analysed. The same problem occurs with wear debris as accelerated wear levels are diluted with fresh oil to make them appear normal. Figure 10 illustrates the effect that dirt entry can have on wear readings, then shows how abnormal wear levels will start to look normal as oil consumption increases.

These problems often go undetected until there is a series of failures. Very often the problem is not identified immediately and failures are put down to lack of lubrication, as the failure modes appear very similar. The connecting rods turn blue, bearings seize onto the journal and bearings rotate in the bearing caps, with deformation failures of the bearings and housing. This all happens when the oil pump is still intact and there is still adequate oil in the sump.
A telltale sign of this type of failure that makes it identifiable from a lack of oil is the condition of the oil pump and piston skirts. If you have a lack of oil failure where there was no oil in the sump, most commonly the oil pump will either be broken or the pump gears will be blue and the piston skirt will have signs of seizing on it. In the case of overheating, the oil pump may discolour but will not turn blue and would not have broken in any way. The piston skirt is usually undamaged.
This tends to be a common problem found on new or recently overhauled engines, as a new unit's clearance is much tighter than that of an older unit. The smaller clearance allows for less expansion and therefore the failures occur faster. These failures will also commonly occur on the journal with the smallest assembly clearance.
In conclusion, when operating engines there must be careful consideration given to the following before sending expensive machinery into work, particularly in a hostile environment:
• Correct OEM approved oil must be used
• The work area must be adequately ventilated
• The unit cooling system must be adequate for the application and environment
• Oil levels must be recorded and properly maintained
• A professional oil analysis programme must be implemented and strictly enforced.