

8. Report
8.1 Report the result observed in 11.4 or 14.4, after correcting for any difference between the gage and the pressure measuring device (see A1.6), to the nearest 0.25 kPa (0.05 psi) as the Reid vapor pressure.
9. Precison and Bias
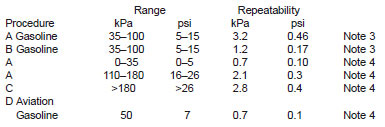
9.1 The following criteria are to be used for judging the acceptability of results (95 % confidence):
9.1.1 Repeatability - The difference between successive test results obtained by the same operator with the same apparatus under constant operating conditions on identical test material would, in the long run, in the normal and correct operation of the test method, exceed the following value only in one case in twenty.
9.1.2 Reproducibility - The difference between two, single and independent results, obtained by different operators working in different laboratories on identical test material would, in the long run, in the normal and correct operation of the test method, exceed the following value only in one case in twenty.
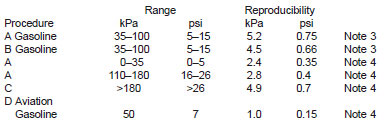
NOTE 3 - These precision values are derived from a 1987 cooperative program and the current Committee D-2 Statistical Method RR:D02-1007.
NOTE 4 - These precision values were developed in the early 1950's prior to the current statistical evaluation method.
9.2 Bias:
9.2.1 Absolute Bias - Since there is no accepted reference material suitable for determining the bias for this test method, bias cannot be determined. The amount of bias between this test vapor pressure and true vapor pressure is unknown.
9.2.2 Relative Bias - There is no statistically significant bias between Procedures A and B for gasolines as determined in the last cooperative test program.